Tebe Torque Sensor: Innovation in Predictive Maintenance
In today’s industrial landscape, predictive maintenance has emerged as an essential strategic solution, enabling companies to anticipate problems before they even occur, thereby optimizing operations and extending the service life of equipment. Tebe, always at the forefront of innovation, is now making a significant contribution to this evolution through its advanced Torque Sensor.
Application of the Torque Sensor
Tebe's torque sensor is essential for companies facing challenges related to shaft breakage in their machines. All failures associated with this critical issue can be effectively monitored and managed with the use of this sensor.
The device measures and analyzes the force applied to the shaft, providing data that allows not only for the identification of excessive torque at specific times of the day, but also for estimating the shaft’s service life. This information is valuable for preventing catastrophic failures and optimizing equipment performance, ensuring greater safety and efficiency in your industrial operations.
How the Torque Sensor Works
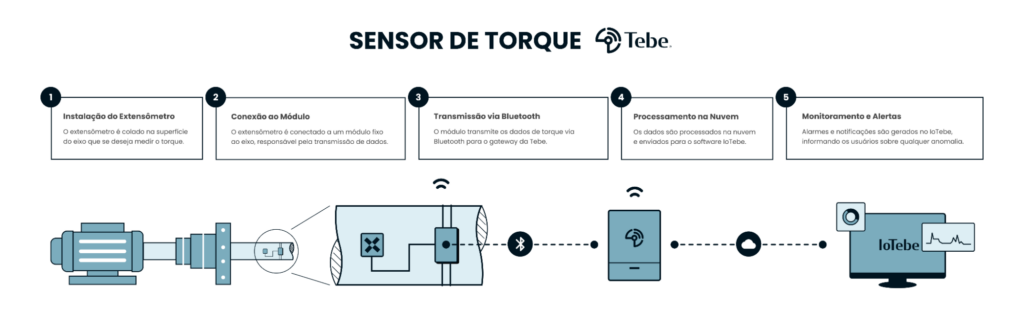
Tebe’s Torque Sensor is a masterpiece of modern engineering. It uses strain gauges—highly sensitive devices installed directly on the machine shaft—to measure shear force. This signal is then processed by a smart module, which contains a microcontroller with Bluetooth capability, transmitting the data to a receiver (gateway). This gateway, in turn, sends the information to the cloud, accessible in real time via the IoTebe platform.
Installing this sensor is relatively simple and does not require any structural modifications to the equipment, as the strain gauge and the module are mounted directly on the shaft.
Success Story: Solving Coupling Breakage in the Oil and Gas Industry with Tebe’s Torque Sensor
An oil and gas company was facing recurring failure issues with the coupling on a motor-fan unit. This coupling would fail after approximately 200 hours of operation, directly impacting production. The operation of this equipment was vital, accounting for 70% of production capacity. When the coupling failed, production dropped dramatically to just 30% of capacity.
Problem Identification
To resolve the issue, the Tebe torque sensor was installed in the critical area where failures occur.
Communication between the module installed on the shaft and the gateway was via Bluetooth, with the gateway located near the module to ensure efficient data transmission.
Initial Analysis
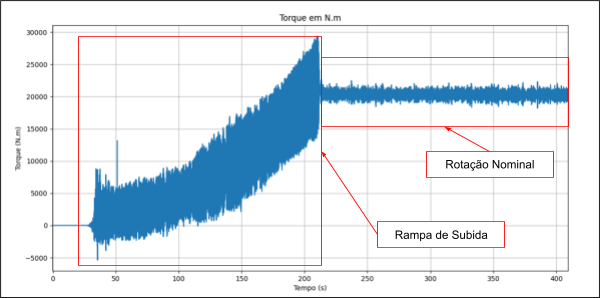
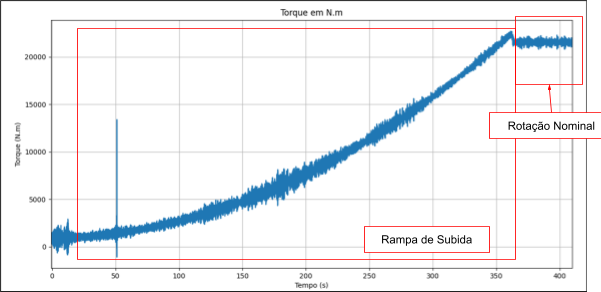
Initially, torque monitoring was performed during equipment startup, from 0 rpm up to the rated speed of approximately 900 rpm. The graph below shows how the torque fluctuated abnormally around a mean line, indicating an unexpected condition.
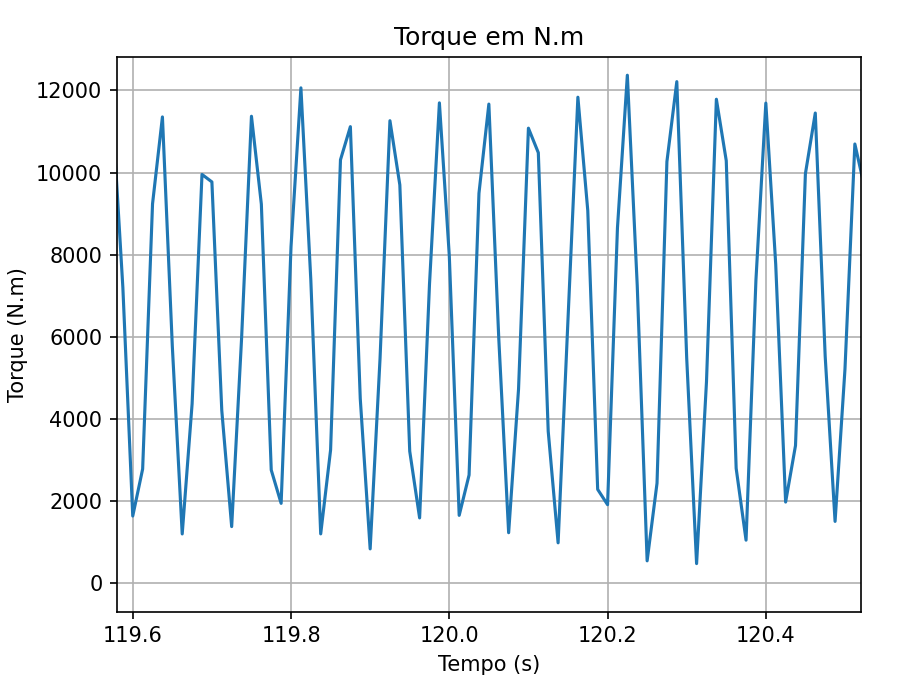
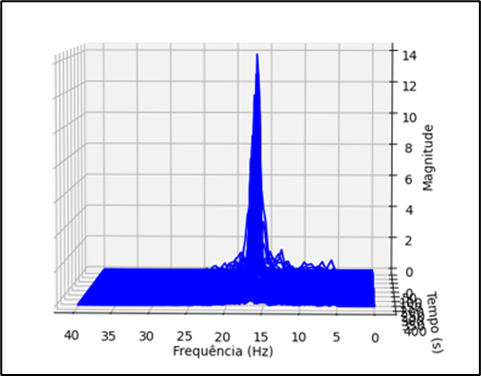
A detailed analysis of the ramp-up phase revealed that the torque fluctuation was periodic, with a frequency of approximately 16 Hz. This frequency matched the natural torsional frequency of the fan rotor, as identified in the equipment’s design.
As a result, the rotor’s natural torsional frequency was being excited, which meant that the shaft was experiencing “jerks” or “impacts.” This caused the shaft to oscillate and increased the stresses acting on it, leading to fatigue failure after only a short period of operation.
Diagnosis and Solution
The natural torsional frequency is a very important parameter to calculate and monitor in rotor and shaft designs, and one of the factors that can cause this resonance effect is the frequency converter.
By adjusting the inverter's speed control parameters, new torque measurements were taken during the machine's acceleration phase.
The adjustment drastically reduced torque fluctuations, thereby mitigating the alternating stresses that were causing the coupling to fail.
Structural Analysis
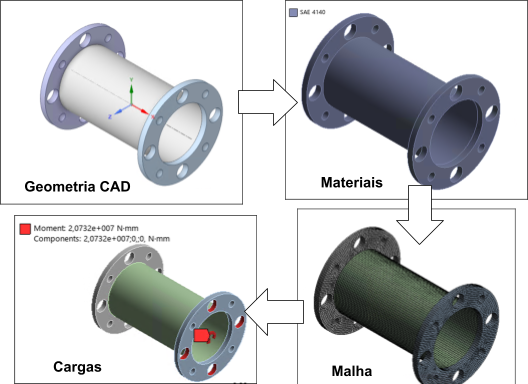
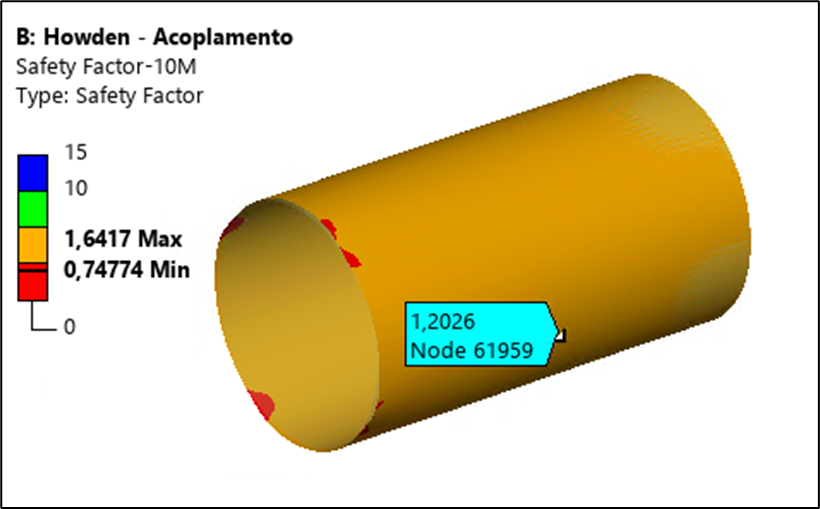
To validate the improvements, a finite element analysis (FEA) was performed to analyze stresses and fatigue life under both conditions. Finite element analysis can simulate the behavior of a geometry, yielding stress, strain, and displacement responses, and contributing to proper sizing and failure analysis.
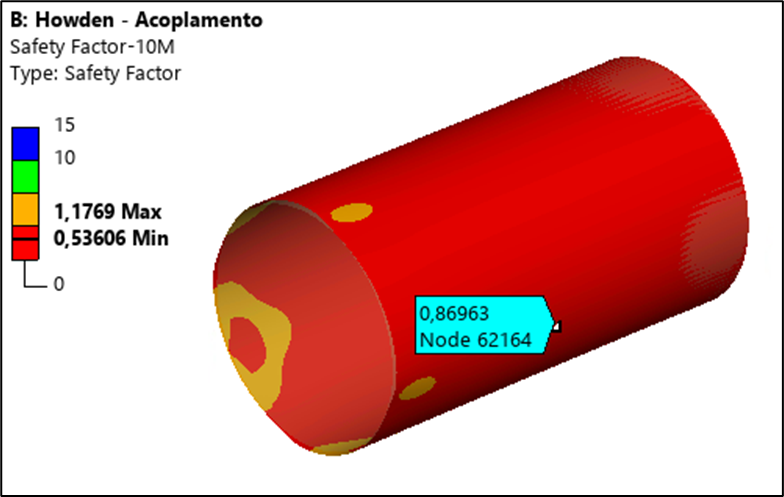
The initial analysis, using the inverter's original parameters, yielded a fatigue safety factor of 0.87, indicating failure before 10 million cycles.
With the new inverter parameters, the safety factor has increased to 1.20, eliminating the risk of failure.
Conclusion
The study concluded that the rotor resonance was caused by the inverter’s control parameters and could be mitigated through appropriate adjustments. Tebe’s torque sensor was indispensable for identifying the root cause of the problem. Unlike alternative methods, such as measuring motor voltage or current—which would not have captured the specific torque oscillations responsible for exciting the natural torsional frequency—the sensor’s advanced technology enabled an accurate diagnosis.
In this scenario, Tebe’s torque sensor has proven to be a valuable and unique tool for identifying and resolving critical failures. It provides detailed insights and continuous monitoring, which are essential for ensuring the longevity and reliability of vital system components. This capability underscores the superiority and innovation of this technology in complex industrial environments.