Sensor de par de Tebe: innovación en mantenimiento predictivo
En el panorama industrial actual, el mantenimiento predictivo se perfila como una solución estratégica esencial, ya que permite a las empresas anticiparse a los problemas incluso antes de que se produzcan, optimizando el funcionamiento y prolongando la vida útil de los equipos. Tebe, siempre a la vanguardia de la innovación, contribuye ahora de manera significativa a esta evolución también a través de su avanzado sensor de par.
Aplicación del sensor de par
El sensor de par de Tebe es esencial para las empresas que se enfrentan a problemas relacionados con roturas de eje en sus máquinas. Todas las averías asociadas a este problema crítico pueden supervisarse y gestionarse de forma eficaz con la aplicación de este sensor.
El dispositivo registra y analiza la fuerza aplicada al eje, proporcionando datos que permiten no solo identificar pares excesivos en momentos concretos del día, sino también estimar la vida útil del eje. Esta información resulta muy valiosa para prevenir fallos catastróficos y optimizar el funcionamiento de los equipos, garantizando una mayor seguridad y eficiencia en sus operaciones industriales.
Cómo funciona el sensor de par
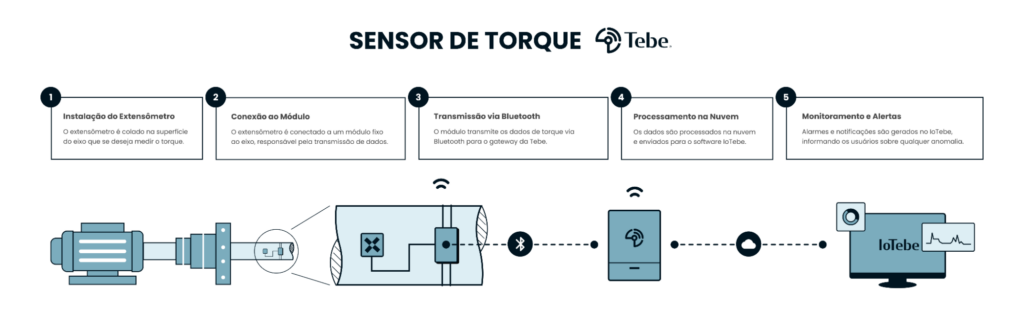
El sensor de par de Tebe es una obra maestra de la ingeniería moderna. Utiliza extensómetros, dispositivos de alta sensibilidad instalados directamente en el eje de las máquinas, para medir el esfuerzo cortante. A continuación, esta señal es procesada por un módulo inteligente, que contiene un microcontrolador con capacidad Bluetooth, y transmite los datos a un receptor (gateway). Este gateway, a su vez, envía la información a la nube, accesible en tiempo real a través de la plataforma IoTebe.
La instalación de este sensor es relativamente sencilla y no requiere modificaciones estructurales en los equipos, ya que el extensómetro y el módulo se fijan directamente al eje.
Caso de éxito: Solución para la rotura de acoplamientos en la industria del petróleo y el gas con el sensor de par de Tebe
Una empresa del sector del petróleo y el gas se enfrentaba a problemas recurrentes de rotura en el acoplamiento de un conjunto motor-ventilador. Este acoplamiento fallaba tras aproximadamente 200 horas de funcionamiento, lo que afectaba directamente a la producción. El funcionamiento de este equipo era vital, ya que representaba el 70 % de la capacidad productiva. Cuando el acoplamiento se rompía, la producción se reducía drásticamente hasta solo el 30 % de la capacidad.
Identificación del problema
Para resolver el problema, se instaló el sensor de par de Tebe en la zona crítica donde se producen las averías.
La comunicación entre el módulo instalado en el eje y la pasarela se realizaba a través de Bluetooth, y la pasarela se encontraba cerca del módulo para garantizar la eficiencia en la transmisión de datos.
Análisis inicial
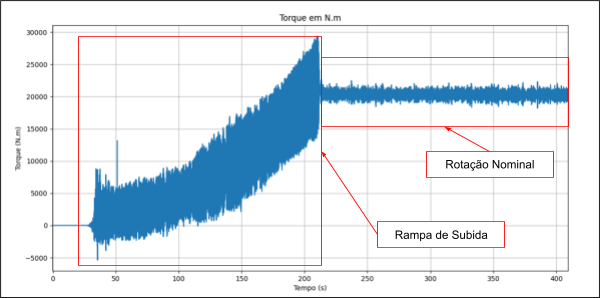
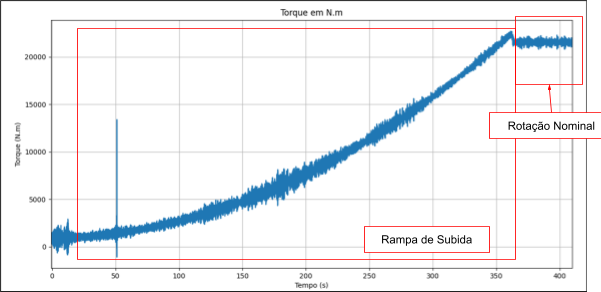
En un primer momento, se llevó a cabo un seguimiento del par motor durante el arranque del equipo, desde 0 rpm hasta la velocidad nominal de aproximadamente 900 rpm. El gráfico que se muestra a continuación ilustra cómo el par motor oscilaba de forma anómala en torno a una línea media, lo que indicaba una situación inesperada.
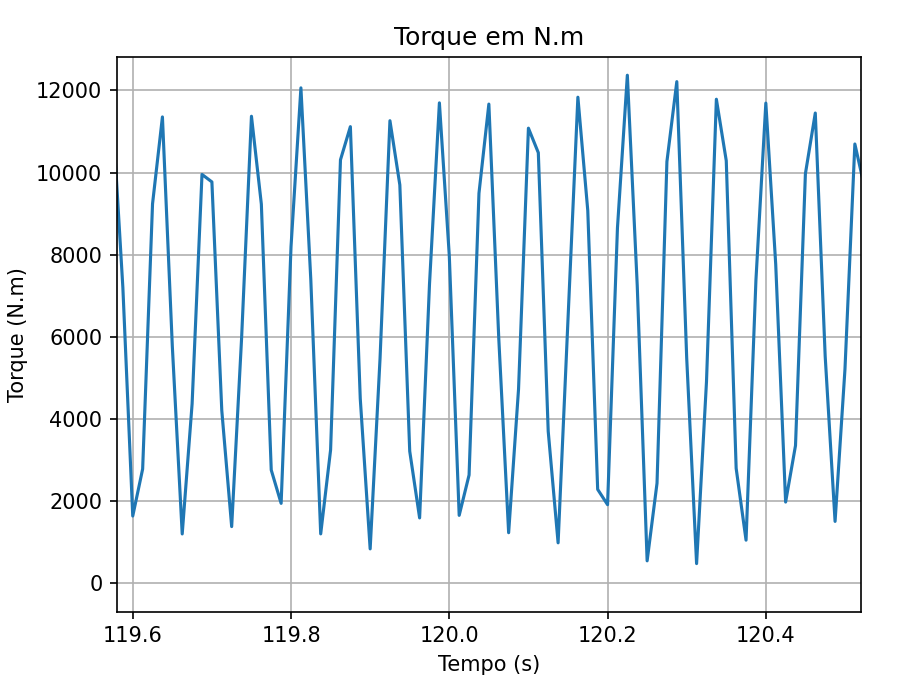
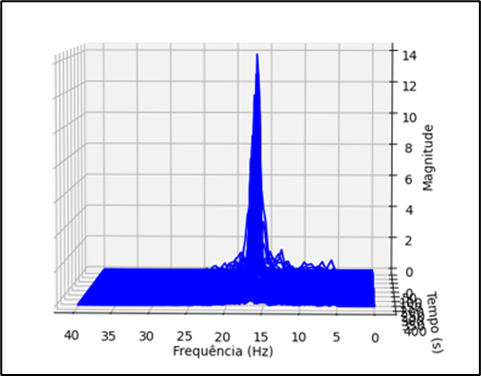
El análisis detallado de la rampa de aceleración reveló que la oscilación del par era periódica, con una frecuencia de aproximadamente 16 Hz. Esta frecuencia coincidía con la frecuencia natural de torsión del rotor del ventilador, tal y como se había identificado en el diseño de este equipo.
De este modo, la frecuencia natural de torsión del rotor se veía excitada, lo que significa que el eje sufría «sacudidas» o «impactos». Esto generaba dicha oscilación y aumentaba las tensiones que actuaban sobre el eje, lo que provocaba un fallo por fatiga tras un breve periodo de funcionamiento.
Diagnóstico y solución
La frecuencia natural de torsión es un parámetro muy importante que debe calcularse y tenerse en cuenta en los diseños de rotores y ejes, y una de las causas que pueden provocar este efecto de resonancia es el variador de frecuencia.
Tras modificar los parámetros de control de revoluciones del variador, se realizaron nuevas mediciones de par durante la rampa de aceleración de la máquina.
El ajuste redujo drásticamente las variaciones de par, mitigando las tensiones alternas que provocaban el fallo del acoplamiento.
Análisis estructural
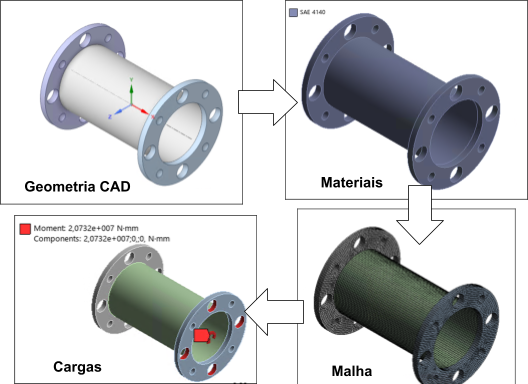
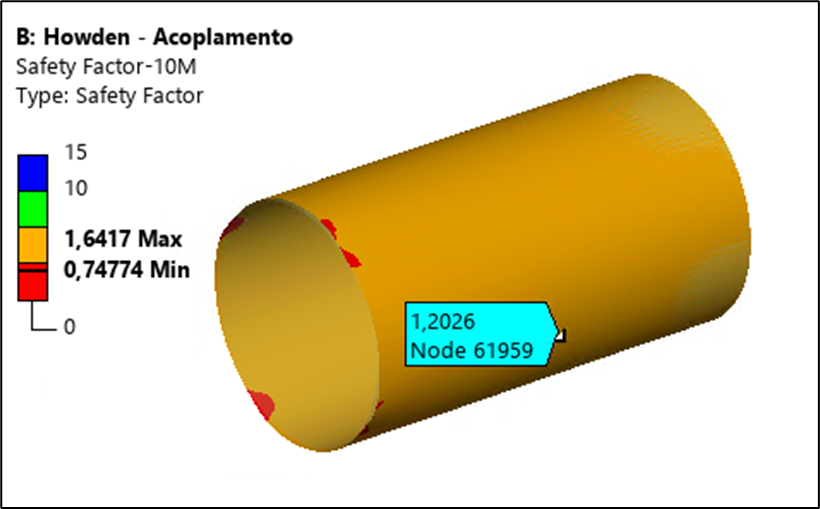
Para validar las mejoras, se llevó a cabo un análisis estructural por elementos finitos (FEA), en el que se analizaron las tensiones y la vida a fatiga en ambas condiciones. El análisis por elementos finitos permite simular el comportamiento de una geometría, obteniendo las respuestas de tensión, deformación y desplazamiento, y contribuyendo al correcto dimensionamiento y análisis de fallos.
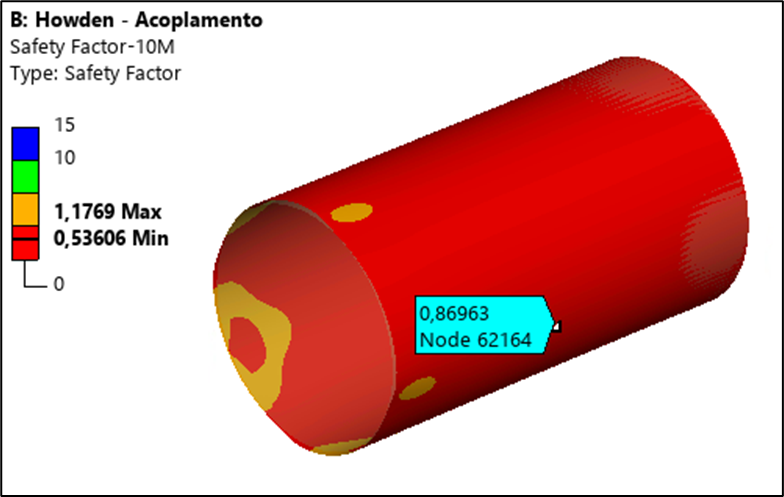
El análisis inicial, realizado con los parámetros originales del inversor, arrojó un coeficiente de seguridad frente a la fatiga de 0,87, lo que indica que se produciría un fallo antes de alcanzar los 10 millones de ciclos.
Con los nuevos parámetros del inversor, el coeficiente de seguridad ha aumentado a 1,20, lo que elimina el riesgo de fallo.
Conclusión
El estudio concluyó que la resonancia en el rotor estaba provocada por los parámetros de control del inversor, y que era posible mitigarla mediante los ajustes adecuados. El sensor de par de Tebe fue indispensable para identificar la causa raíz del problema. A diferencia de métodos alternativos, como la medición de la tensión o la corriente del motor, que no habrían captado las oscilaciones específicas de par responsables de la excitación de la frecuencia natural torsional, la tecnología avanzada del sensor permitió un diagnóstico preciso.
En este contexto, el sensor de par de Tebe ha demostrado ser una herramienta valiosa y única para la identificación y resolución de fallos críticos. Proporciona información detallada y una supervisión continua, lo cual es esencial para garantizar la durabilidad y la fiabilidad de los componentes vitales del sistema. Esta capacidad pone de relieve la superioridad y la innovación de esta tecnología en entornos industriales complejos.