Cómo la central de Cocal utilizó Tebe para llevar a cabo el mantenimiento programado y evitó dos paradas importantes
Acerca de la COCAL
Con una producción anual de aproximadamente 1,8 millones de toneladas de azúcar y 600 millones de litros de etanol, la planta de Cocal se sitúa entre las más grandes y eficientes del país. La empresa se dedica a la producción de biocombustibles renovables, azúcar y bioenergía, utilizando procesos innovadores y buscando siempre la excelencia en sus productos y servicios.
La planta de Cocal destaca por su visión de futuro y su compromiso con el desarrollo sostenible. La empresa invierte en tecnología de vanguardia, investigación y desarrollo, buscando siempre la optimización de sus procesos y la reducción de su impacto medioambiental.
El inicio de laAsociación
En 2022, la planta de Narandiba (São Paulo) dio un paso estratégico en su camino hacia la optimización y la fiabilidad con la implementación del sistema de monitorización de Tebe. Se seleccionaron dos máquinas clave para la operación: la trituradora y la caldera. Esta iniciativa marcó el inicio de una fructífera colaboración que reportaría importantes beneficios a la planta.
Al implementar la solución de Tebe, Usina Cocal obtuvo acceso a datos precisos y en tiempo real sobre el rendimiento de las máquinas, lo que le permitió realizar un análisis en profundidad de su funcionamiento.
En el plazo de dos meses, la planta logró detectar dos fallos críticos en las máquinas y evitar paradas de emergencia en la producción gracias al mantenimiento planificado.
Alertas de fallos generadas por el software IoTebe
Alerta 1: Fallo en el rodamiento de la motobomba de la caldera
En octubre, el equipo de la planta de Cocal recibió una alerta del sistema de monitorización de Tebe sobre un aumento crítico de la vibración de la motobomba de alimentación de la caldera. A raíz de esta notificación, se llevó a cabo un análisis detallado de los datos, que identificó un desgaste prematuro de los rodamientos como causa del problema. Mediante el espectro de Envelope, IoTebe detectó un fallo en la pista externa del rodamiento SKF 31312 J2/QDF. Con este diagnóstico preciso, el equipo de Cocal pudo programar rápidamente la intervención y adoptar las medidas necesarias para corregir el fallo antes de que el problema tuviera consecuencias más graves.
Apagado de la motobomba: Interrupción del funcionamiento para evitar daños mayores y garantizar la seguridad del personal.
Inspección minuciosa: Realización de un análisis exhaustivo para determinar el alcance del desgaste e identificar otros posibles fallos.
Reparación y sustitución de componentes: Sustitución de los rodamientos dañados por piezas nuevas y originales, lo que garantiza la fiabilidad de la motobomba.
Realineación del equipo: Ajuste preciso de la motobomba para garantizar un funcionamiento suave y sin vibraciones excesivas. En las imágenes que se muestran a continuación, podemos ver la maquinaria y también el defecto detectado en la pista exterior del rodamiento, tal y como ha señalado IoTebe.
Aviso 2: Fallo en el rodamiento de la motobomba de la caldera
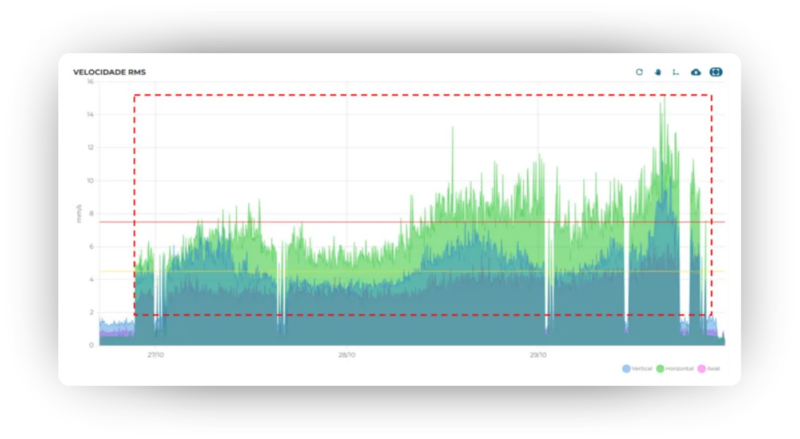
Al mes siguiente, la planta de Cocal recibió una nueva alerta del sistema de monitorización de Tebe, que detectó un aumento crítico en los niveles de vibración (velocidad RMS) en la desfibradora de caña de la molinería.
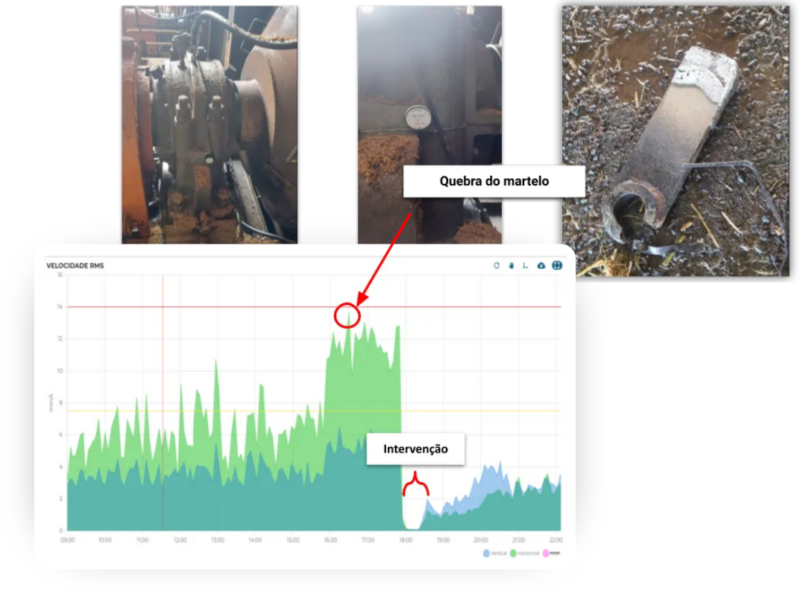
Al analizar la maquinaria, se identificó un martillo roto como la causa principal del problema. El gráfico siguiente ilustra el momento en que se rompió el martillo, seguido del aumento de las vibraciones y la posterior parada del equipo para que el equipo técnico pudiera intervenir y repararlo:
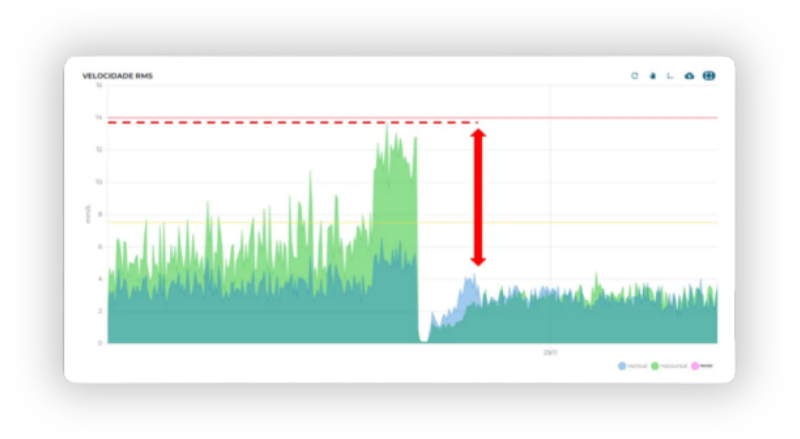
Un cambio que dio resultados inmediatos: tras sustituir el martillo dañado, los niveles de vibración de la máquina se redujeron considerablemente.
Prevención que da resultados en la práctica: la disminución de los niveles de vibración ha puesto de manifiesto la eficacia de las medidas preventivas adoptadas.
Un seguimiento que marca la diferencia: el resultado pone de relieve la importancia de supervisar continuamente los equipos.
Más seguridad y productividad: este control es esencial para garantizar un funcionamiento más fiable y eficaz de la planta de Cocal.
Diagnóstico precoz y mantenimiento planificado
Fallos en equipos críticos: la bomba centrífuga de la caldera y el desmenuzador del molino, esenciales para el funcionamiento de la planta, presentaron fallos detectados por el software IoTebe.
Repercusiones directas en la producción: la parada de estos equipos comprometería la generación de vapor, la molienda y, en consecuencia, la producción de azúcar y etanol, además de provocar retrasos logísticos y elevados costes de reparación.
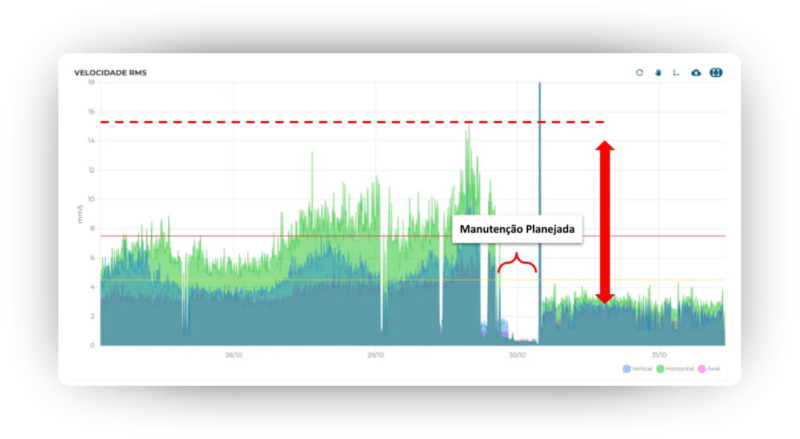
Mantenimiento planificado sin pérdidas: gracias a la supervisión en línea de Tebe, el equipo de Cocal recibió el aviso a tiempo, lo que le permitió planificar el mantenimiento, comprobar las piezas y programar las intervenciones sin que ello afectara a la producción.
Prevención de daños graves y riesgos: la detección temprana evitó daños más graves en los componentes, redujo el riesgo de accidentes graves y garantizó la seguridad del personal y de la operación.
Conclusión del caso
Paradas programadas
Sustitución del componente a tiempo
Se han evitado 2 paradas críticas en 2 meses
Haz como laCocaly planifica tus tareas de mantenimiento
Confíe en las tecnologías de Tebe para optimizar la gestión de su planta industrial. Hable con uno de nuestros especialistas.
Correo electrónico
contato@tebesensor.com
Teléfono
(19) 3132-1394
Dirección
Calle Porto Alegre, 56 - Novo Jardim Cândida, Araras (São Paulo)