Como a Usina Cocal utilizou a Tebe para realizar a manutenção planejada e evitou duas grandes paradas
Sobre a COCAL
Com uma produção anual de aproximadamente 1,8 milhão de toneladas de açúcar e 600 milhões de litros de etanol, a Usina Cocal se posiciona entre as maiores e mais eficientes do país. A empresa se dedica à produção de biocombustíveis renováveis, açúcar e bioenergia, utilizando processos inovadores e buscando sempre a excelência em seus produtos e serviços.
A Usina Cocal se destaca por sua visão de futuro e compromisso com o desenvolvimento sustentável. A empresa investe em tecnologia de ponta, pesquisa e desenvolvimento, buscando sempre a otimização de seus processos e a redução de seus impactos ambientais.
O início daParceria
Em 2022, a unidade de Narandiba – SP deu um passo estratégico em sua jornada de otimização e confiabilidade com a implementação do sistema de monitoramento da Tebe. Foram escolhidas duas máquinas estratégicas para a operação: o desfibrador de moenda e a caldeira. Essa iniciativa marcou o início de uma parceria frutífera que traria benefícios significativos para a usina.
Ao implementar a solução da Tebe, a Usina Cocal obteve acesso a dados precisos e em tempo real sobre o desempenho das máquinas, permitindo uma análise profunda de seu funcionamento.
Dentro de dois meses, a usina foi capaz de identificar duas falhas críticas presentes nas máquinas e evitar paradas emergenciais da produção com a manutenção planejada.
Alertas de falhas disparados pelo software IoTebe
Alerta 1 - Defeito de rolamento em motobomba de caldeira
Em outubro, a equipe da Usina Cocal foi alertada pelo sistema de monitoramento da Tebe sobre um aumento crítico na vibração da motobomba de alimentação da Caldeira. A partir dessa notificação, foi realizada uma análise detalhada dos dados, que identificou desgaste prematuro nos rolamentos como causa do problema. Pelo espectro de Envelope, a IoTebe destacou falha na pista externa do rolamento SKF 31312 J2/QDF. Com esse diagnóstico preciso, a equipe da Cocal conseguiu programar rapidamente a intervenção e adotar as medidas necessárias para corrigir a falha antes que o problema gerasse consequências mais graves.
Desligamento da motobomba: Interrompendo a operação para evitar danos maiores e garantir a segurança da equipe.
Inspeção minuciosa: Realização de uma análise profunda para determinar a extensão do desgaste e identificar outras falhas potenciais.
Reparo e substituição de componentes: Substituição dos rolamentos danificados por peças novas e originais, garantindo a confiabilidade da motobomba.
Realinhamento do equipamento: Ajuste preciso da motobomba para garantir um funcionamento suave e livre de vibrações excessivas. Nas imagens abaixo, podemos visualizar o maquinário e também a falha encontrada na pista externa do rolamento, conforme apontado pela IoTebe.
Alerta 2 - Defeito de rolamento em motobomba de caldeira
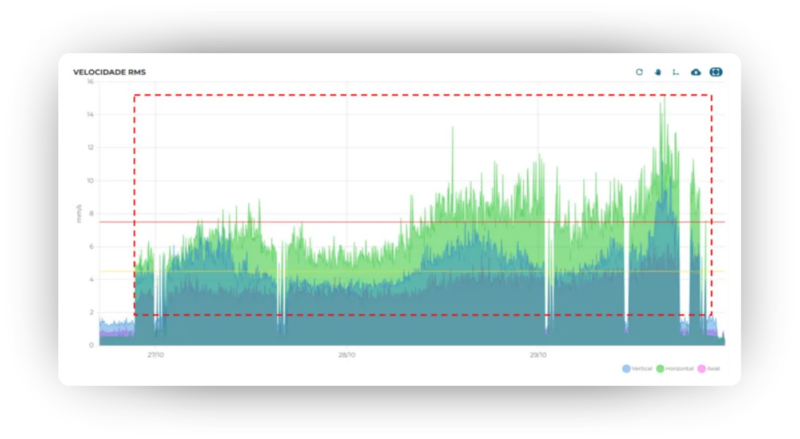
No mês seguinte, a Usina Cocal foi alertada novamente pelo sistema de monitoramento da Tebe, que detectou um aumento crítico nos níveis de vibração (Velocidade RMS) no desfibrador de cana da Moenda.
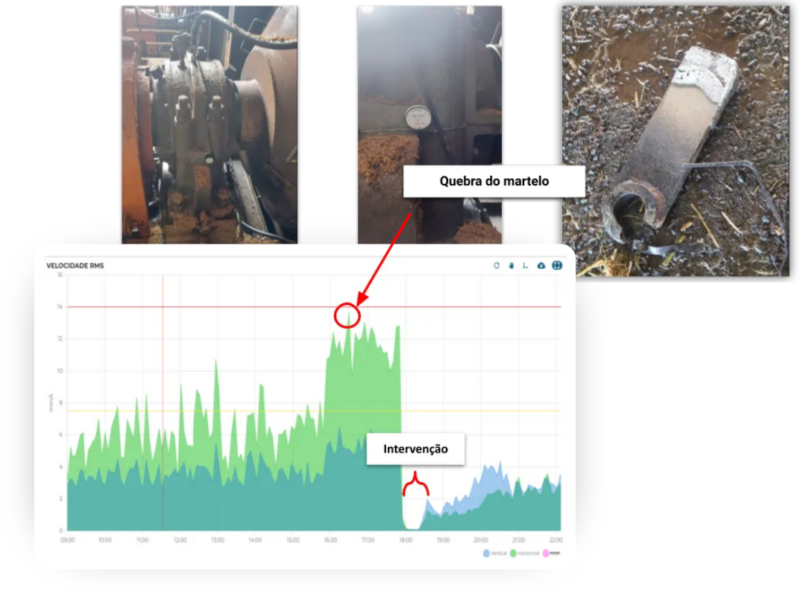
Ao analisar o maquinário, foi identificado um martelo quebrado, como causa principal do problema. O gráfico abaixo ilustra o momento da quebra do martelo, seguido pelo aumento de vibração e a posterior parada do equipamento para intervenção e reparo pela equipe:
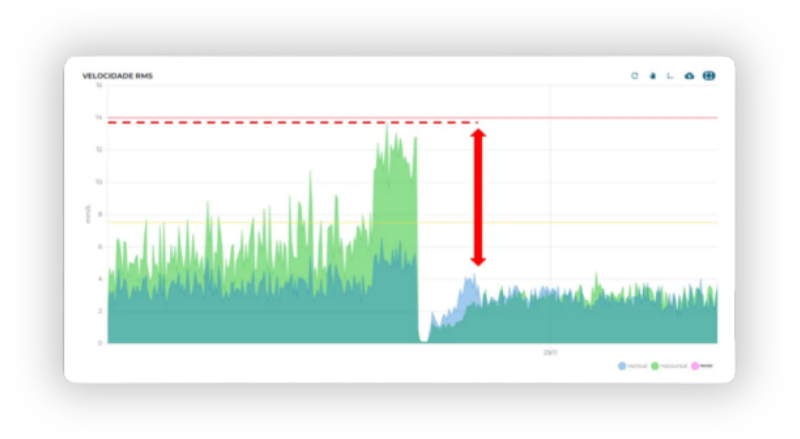
Troca que gerou resultado imediato: após a substituição do martelo danificado, os níveis de vibração da máquina reduziram consideravelmente.
Prevenção que funciona na prática: a queda nos níveis de vibração evidenciou a eficácia da ação preventiva realizada.
Monitoramento que faz a diferença: o resultado reforça a importância do acompanhamento contínuo dos equipamentos.
Mais segurança e produtividade: esse controle é essencial para manter a operação da Usina Cocal com mais confiabilidade e desempenho.
Diagnóstico precoce e manutenção planejada
Falhas em equipamentos críticos: a bomba centrífuga da caldeira e o desfibrador da moenda, essenciais para a operação da usina, apresentaram falhas detectadas pelo software IoTebe.
Impactos diretos na produção: a parada desses equipamentos comprometeria a geração de vapor, a moagem e, consequentemente, a produção de açúcar e etanol, além de gerar atrasos logísticos e altos custos com reparos.
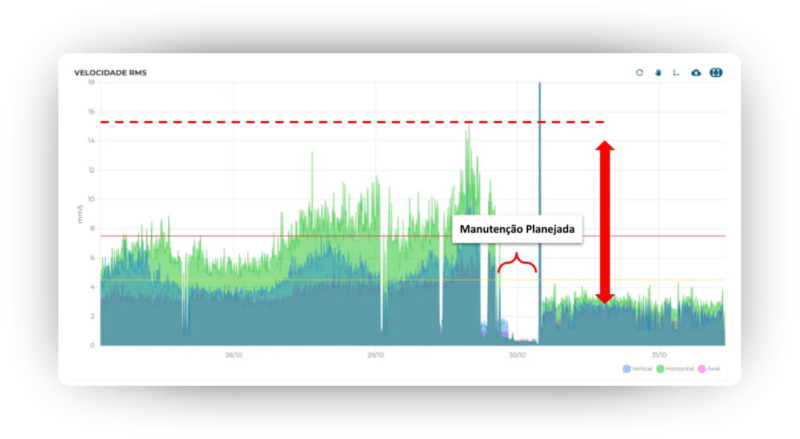
Manutenção planejada sem perdas: com o monitoramento online da Tebe, a equipe da Cocal foi alertada a tempo, conseguindo planejar a manutenção, verificar peças e programar as intervenções sem prejuízos à produção.
Prevenção de grandes prejuízos e riscos: a detecção precoce evitou danos mais severos em componentes, reduziu o risco de acidentes graves e protegeu a segurança da equipe e da operação.
Conclusão do Case
Paradas planejadas
Troca do componente em tempo
2 paradas críticas evitadas em 2 meses
Faça como aCocale planeje suas manutenções
Conte com as tecnologias Tebe para otimizar a gestão da sua planta industrial. Fale com um de nossos especialistas.
E-mail
contato@tebesensor.com
Telefone
(19) 3132-1394
Endereço
Rua Porto Alegre, 56 - Novo Jardim Cândida, Araras-SP