How Usina Cocal used Tebe to perform scheduled maintenance and avoid two major outages
About COCAL
With an annual production of approximately 1.8 million tons of sugar and 600 million liters of ethanol, the Cocal Plant ranks among the largest and most efficient in the country. The company is dedicated to the production of renewable biofuels, sugar, and bioenergy, utilizing innovative processes and always striving for excellence in its products and services.
Usina Cocal stands out for its forward-thinking approach and commitment to sustainable development. The company invests in cutting-edge technology and research and development, always striving to optimize its processes and reduce its environmental impact.
The start of thePartnership
In 2022, the Narandiba, São Paulo, facility took a strategic step forward in its quest for optimization and reliability by implementing Tebe’s monitoring system. Two key pieces of equipment were selected for the operation: the pulper and the boiler. This initiative marked the beginning of a fruitful partnership that would bring significant benefits to the mill.
By implementing Tebe’s solution, Usina Cocal gained access to accurate, real-time data on machine performance, enabling an in-depth analysis of their operation.
Within two months, the plant was able to identify two critical faults in the machinery and prevent emergency production shutdowns through planned maintenance.
Failure alerts triggered by the software IoTebe
Alert 1 - Bearing failure in boiler pump
In October, the Cocal Plant team was alerted by Tebe’s monitoring system to a critical increase in vibration in the boiler feed pump. Following this notification, a detailed analysis of the data was conducted, which identified premature wear in the bearings as the cause of the problem. Using the Envelope spectrum, IoTebe highlighted a failure in the outer race of the SKF 31312 J2/QDF bearing. With this precise diagnosis, the Cocal team was able to quickly schedule the intervention and take the necessary measures to correct the failure before the problem led to more serious consequences.
Shutting down the motor pump: Stopping operation to prevent further damage and ensure the safety of the crew.
Thorough inspection: Conducting a detailed analysis to determine the extent of wear and identify other potential defects.
Repair and replacement of components: Replacement of damaged bearings with new, genuine parts, ensuring the reliability of the motor pump.
Equipment realignment: Precise adjustment of the motor pump to ensure smooth operation free of excessive vibration. In the images below, we can see the machinery and the defect found on the outer race of the bearing, as identified by IoTebe.
Alert 2 - Bearing failure in boiler pump
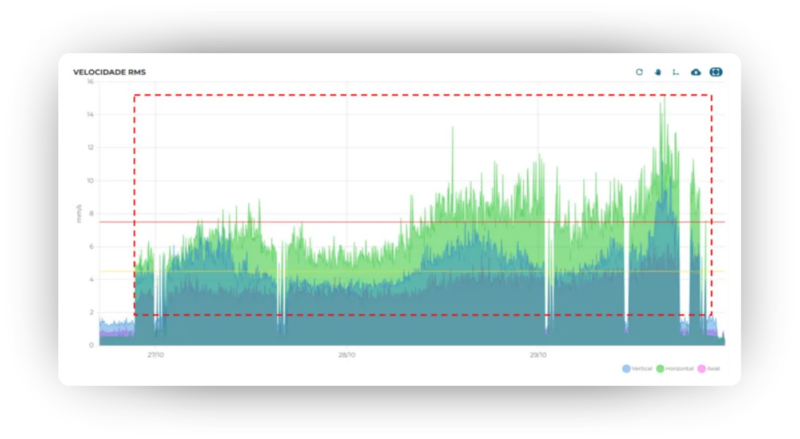
The following month, the Cocal Plant received another alert from Tebe’s monitoring system, which detected a critical increase in vibration levels (RMS velocity) in the mill’s sugarcane defibrator.
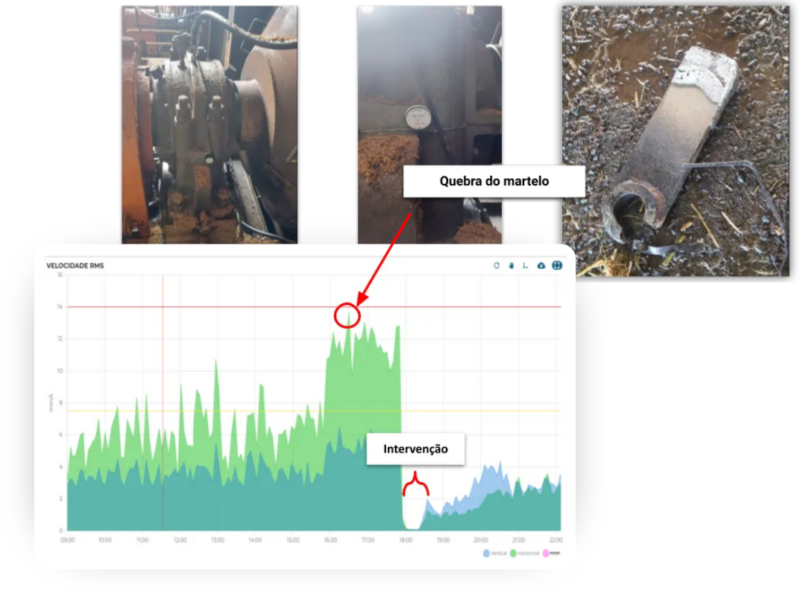
Upon inspecting the machinery, a broken hammer was identified as the primary cause of the problem. The graph below illustrates the moment the hammer broke, followed by an increase in vibration and the subsequent shutdown of the equipment so that the team could intervene and perform repairs:
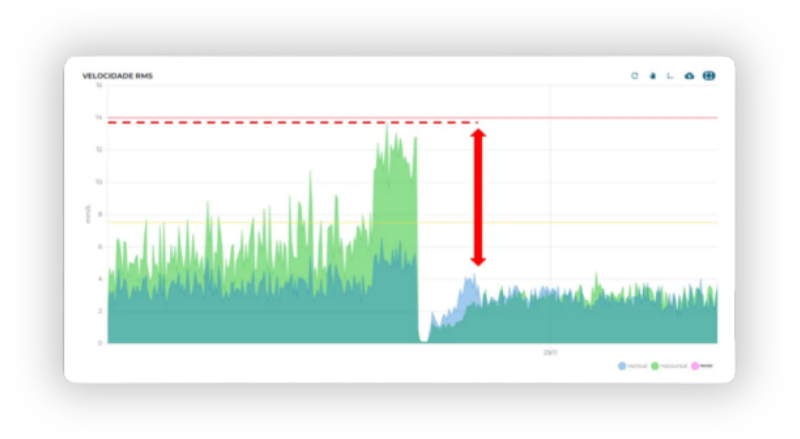
A replacement that yielded immediate results: after replacing the damaged hammer, the machine’s vibration levels decreased significantly.
Prevention that works in practice: the drop in vibration levels demonstrated the effectiveness of the preventive measures taken.
Monitoring that makes a difference: the results underscore the importance of continuously monitoring equipment.
Greater safety and productivity: this control system is essential for ensuring the reliable and efficient operation of the Cocal Plant.
Early diagnosis and preventive maintenance
Failures in critical equipment: the boiler’s centrifugal pump and the mill’s defibrator—both essential to the plant’s operation—experienced failures detected by the IoTebe software.
Direct impacts on production: a shutdown of this equipment would disrupt steam generation and milling, and consequently affect sugar and ethanol production, in addition to causing logistical delays and high repair costs.
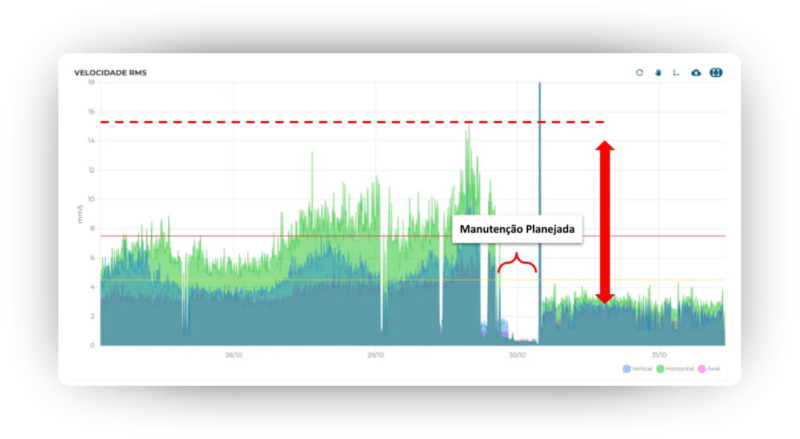
Planned maintenance without downtime: Thanks to Tebe’s online monitoring, the Cocal team was alerted in time, allowing them to plan maintenance, check parts, and schedule repairs without disrupting production.
Prevention of major damage and risks: Early detection prevented more severe damage to components, reduced the risk of serious accidents, and safeguarded the safety of the team and the operation.
Conclusion of the Case
Scheduled stops
Timely replacement of the component
2 critical outages avoided in 2 months
Do asCocaland plan your maintenance
Count on Tebe’s technologies to optimize the management of your industrial plant. Talk to one of our experts.
Email
contato@tebesensor.com
Phone
(19) 3132-1394
Address
56 Porto Alegre Street - Novo Jardim Cândida, Araras, São Paulo