
28 de abril de 2026
María Fernanda de Julio
Son los datos cuantitativos recopilados dentro de una fábrica los que permiten analizar, verificar y diagnosticar el rendimiento de un proceso, activo o sector concretos. La mayor parte de estos datos se recopilan mediante sensores inteligentes como el Tebe NXG , y posteriormente se supervisan a través de la plataforma IoTebe . El indicador no es un objetivo, sino una métrica. Es esencial para la planificación del mantenimiento, ya que señala qué equipos se encuentran en estado crítico y permite diseñar medidas para resolver problemas inminentes. Contra los datos no hay argumentos.
Imagina conducir un coche sin velocímetro ni indicador de combustible: gestionar el mantenimiento de una industria sin tener en cuenta los indicadores es igual de peligroso. Los datos son los mejores aliados de los responsables de mantenimiento y, por eso, es imprescindible saber cuáles son los principales indicadores, cómo hacer un seguimiento de ellos y cómo optimizarlos. Echa un vistazo:
El MTTR corresponde al tiempo medio de reparación (acción correctiva) de un equipo que ha fallado. Este indicador está estrechamente relacionado con la mantenibilidad, un índice que refleja el nivel de dificultad al que se enfrenta el equipo de mantenimiento para que un equipo vuelva a funcionar tras un fallo. Expresado matemáticamente, el MTTR equivale a la suma de los tiempos de reparación (tiempo total de mantenimiento correctivo) dividida por el número total de acciones de mantenimiento correctivo durante un periodo de tiempo determinado.
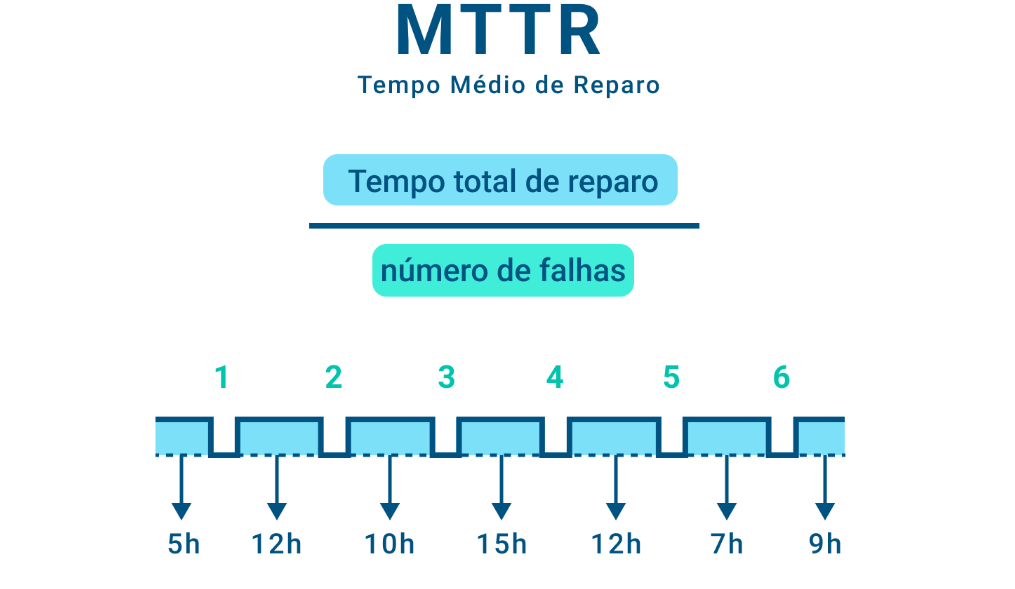
Teniendo esto en cuenta, es necesario trabajar para lograr unos niveles bajos de MTTR, ya que esto indica la eficiencia de los procesos de reparación. Es decir, cuantas menos horas se dediquen a la acción correctiva, menor será el MTTR y, por consiguiente, el periodo durante el cual el equipo permanecerá inoperativo. En el caso de equipos únicos que realizan una función determinada, el MTTR es un indicador aún más importante, ya que la producción de la industria depende de la actividad de esa máquina específica, la cual debe volver a funcionar lo antes posible.
El MTTR permite calcular, además, el lucro cesante: lo que la empresa deja de ganar cuando el equipo se avería. Si consideramos que dicha máquina genera 5.000 reales por hora, por ejemplo, las pérdidas de la empresa por su parada durante 12 horas rondarán los 60.000 reales (5.000 x 12).
El MTBF equivale al tiempo medio entre fallos, es decir, al periodo durante el cual el equipo reparable ha funcionado sin averías ni fallos. Este indicador está estrechamente relacionado con la fiabilidad, ya que indica el tiempo medio de buen funcionamiento de la máquina.
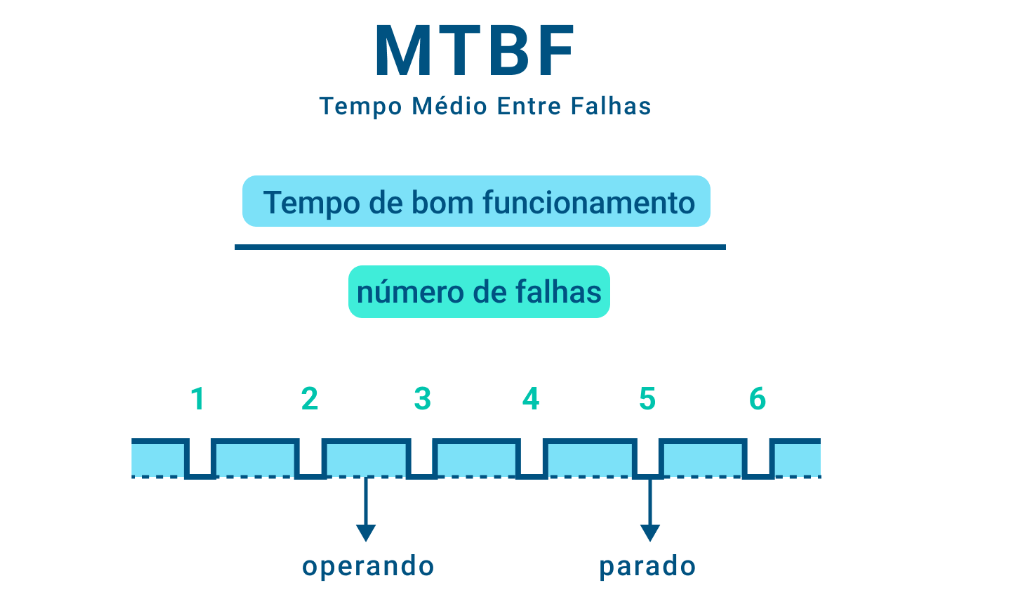
La forma más eficaz de gestionar el MTBF es aplicarlo a cada equipo, ya que esto permite tomar medidas de forma individualizada, teniendo en cuenta los diferentes ciclos de vida de cada máquina. Para esta métrica, buscamos valores más altos, que indican un periodo más prolongado de funcionamiento de la máquina.
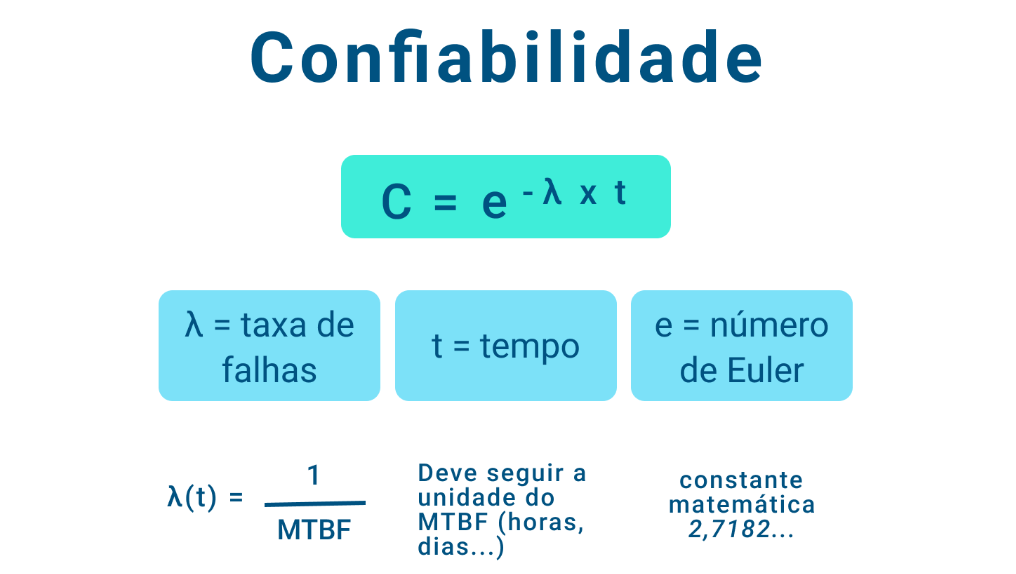
La norma NBR-5462, de noviembre de 1994, define la fiabilidad como la «capacidad de un elemento para desempeñar una función requerida en condiciones especificadas, durante un intervalo de tiempo determinado». Es decir, la fiabilidad mide el rendimiento adecuado del equipo en relación con el tiempo establecido en el cálculo.
La pregunta que debemos plantearnos es, por ejemplo: «¿Cuál es la probabilidad de que el motor eléctrico principal de la fábrica no se averíe en los próximos 100 días?». Para obtener la respuesta a esta pregunta, primero hay que calcular el MTTR como se ha mostrado anteriormente y utilizar los valores en la siguiente fórmula:
Para poder visualizar mejor la relación entre los factores, hemos creado un gráfico con tres ejes: MTBF, número de días y fiabilidad.
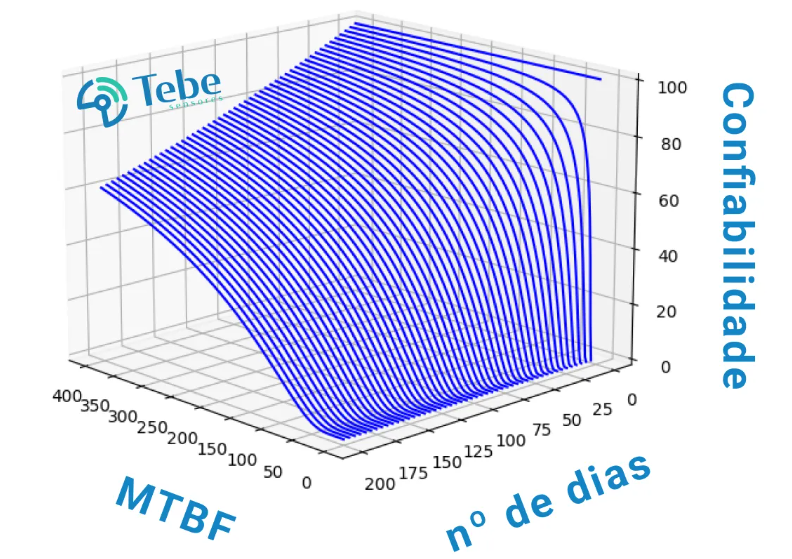
Tenga en cuenta que, cuanto mayor sea el número de días, menor será la fiabilidad, debido al desgaste natural del equipo. Por el contrario, cuanto mayor sea el MTBF, mayor será la fiabilidad, ya que un intervalo de tiempo más prolongado sin fallos indica que la máquina es más fiable. Por último, cuanto mayor sea el número de días, menor será el MTBF, ya que el equipo tiende a presentar más fallos con el paso del tiempo.
El OEE es el índice de eficiencia global de los equipos y se basa en la disponibilidad, el rendimiento y la calidad del sistema. En general, analiza si el sistema está operativo cuando es necesario, su rendimiento y el número de unidades producidas correctamente.
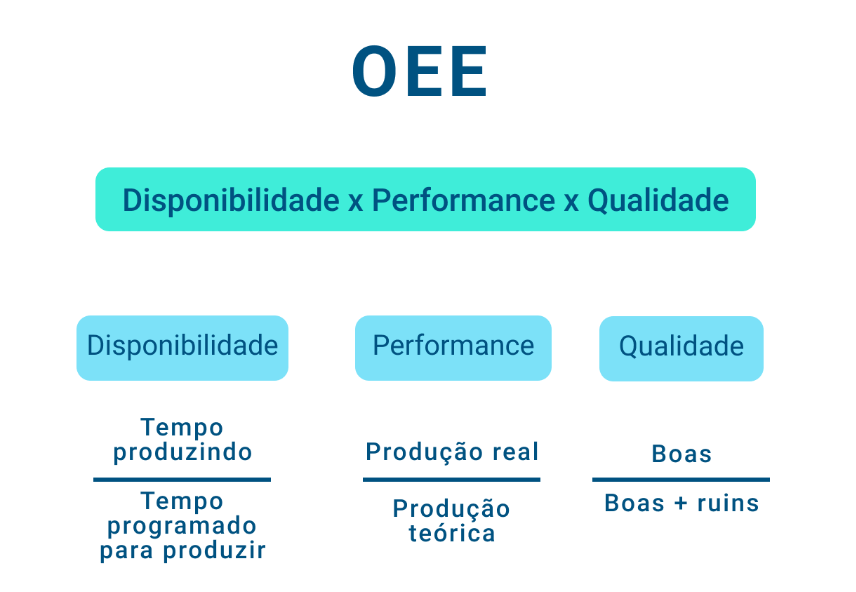
El OEE nos indica cuánto tiempo ha estado produciendo el equipo en relación con el tiempo disponible. De ese tiempo de producción, a qué ritmo se han fabricado los artículos. Y de los artículos producidos, cuántos cumplían con las especificaciones. De este modo, el OEE no solo indica cuánto se ha perdido, sino también dónde se producen las pérdidas, lo que facilita el trabajo de los responsables de mantenimiento y de todos aquellos que deben tomar medidas para alcanzar los objetivos de producción.
El CMF pone de manifiesto el impacto del mantenimiento en el rendimiento de la empresa, ya que permite determinar si el departamento de mantenimiento está gestionando adecuadamente los recursos financieros.
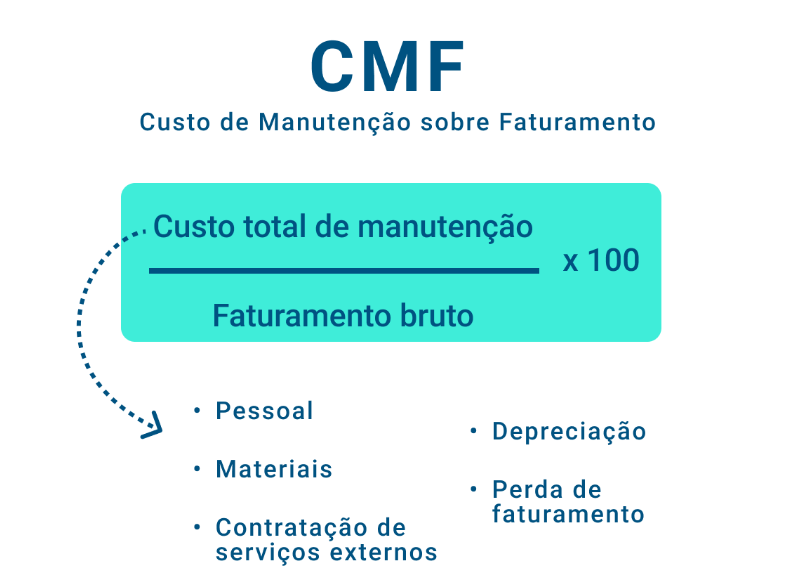
La suma de los gastos repercute directamente en el precio del producto, de modo que, si la empresa gasta mucho en mantenimiento, el producto se encarece y pierde competitividad. En general, el objetivo es reducir los niveles de CMF.
A modo de ejemplo, supongamos que una determinada empresa textil tuvo un gasto total de 1 millón de reales en mantenimiento durante el último año. En el mismo periodo, la facturación bruta de la empresa fue de 25 millones de reales. Por lo tanto, el CMF fue del 4 %. Pero, ¿y ahora qué? ¿Es eso bueno o malo?
Una vez calculado el CMF, es necesario compararlo con la media del sector en el que opera la industria. En este caso, la media del CMF para la industria textil es del 1 %, por lo que la industria en cuestión gastó cuatro veces más que la media del sector. Sin embargo, la misma empresa se sitúa en la media de las empresas brasileñas en general, ya que, según ABRAMAN, de media el 4 % de la facturación de las empresas en Brasil se destina al mantenimiento.
El valor estimado de reposición indica la cantidad de capital que será necesario invertir para adquirir un nuevo equipo. En otras palabras, este indicador equivale al coste de mantenimiento del activo.
Piensa en tu móvil: imagina que se te ha roto y lo llevas a reparar. Cuando llegas al servicio técnico, descubres que la reparación te costará 100,00 R$. Un móvil nuevo, por otro lado, te costaría 1.000,00 R$. Para saber si, a largo plazo, sale a cuenta reparar el móvil o comprar uno nuevo, habría que hacer un cálculo. En la industria, ese cálculo se conoce como CPMV.
Este indicador analiza el coste de mantenimiento de cada activo (ERV) y evalúa si resulta más ventajoso seguir manteniéndolo o adquirir uno nuevo. Se recomienda utilizar este indicador para equipos de alta criticidad.
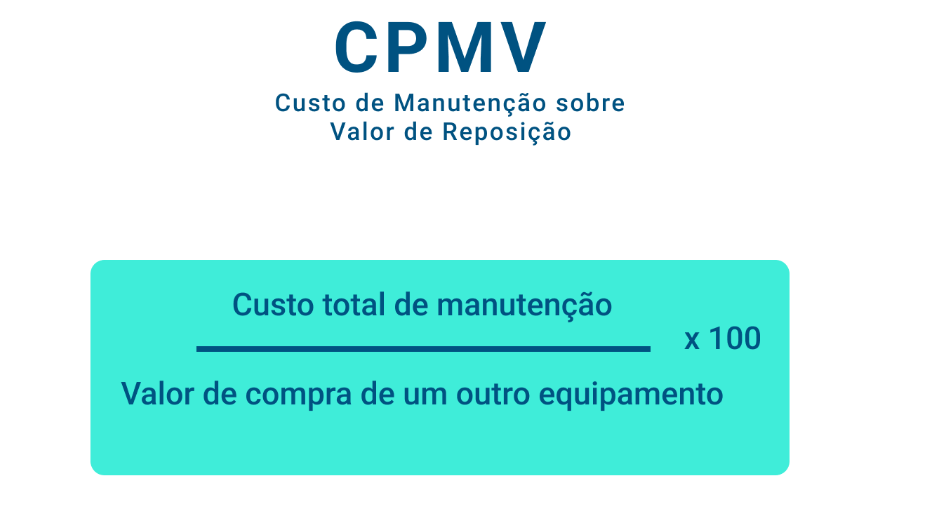
Lo ideal es que este valor sea lo más bajo posible, siendo el máximo aceptable del 6 % en el plazo de un año. No obstante, el límite puede depender del análisis del equipo: en algunos casos, un 2,5 % ya es suficiente. Si la cifra obtenida es superior, significa que resulta más ventajoso comprar un equipo nuevo que seguir asumiendo los gastos que supone mantener el antiguo.
Siguiendo con el ejemplo anterior, el del móvil que se rompió, el cálculo sería 100/1000 × 100, lo que da como resultado un 10 %. Por lo tanto, si aplicáramos la lógica del CPMV a este caso, veríamos que resulta más ventajoso comprar un dispositivo nuevo.
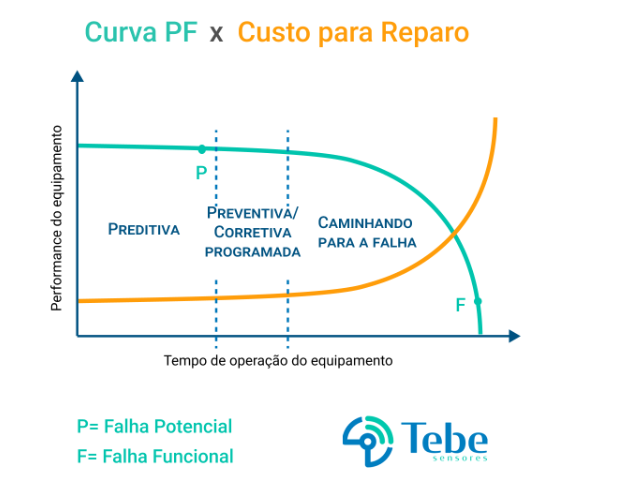
En la industria, la forma más eficaz de reducir los gastos innecesarios en mantenimiento es minimizar al máximo el número de intervenciones correctivas, en las que los equipos se averían y se reparan una y otra vez. Para salir de este círculo vicioso, es necesario recurrir al análisis de datos para predecir las averías antes de que se produzcan. Esta práctica se conoce como mantenimiento predictivo , que actúa en la fase inicial de la avería, lo que permite que el coste de reparación del activo sea infinitamente menor que el de volver a ponerlo en funcionamiento tras una avería. Vea:
El término backlog , en una traducción libre al español, significa «atraso». Esto puede generar cierta confusión, ya que no todas las actividades que componen nuestro backlog están necesariamente atrasadas. En realidad, el backlog indica la acumulación de actividades pendientes y el tiempo de trabajo necesario para realizar todos los servicios actuales.
Imagina, por un momento, que dejaran de llegar nuevas órdenes de servicio (OS). ¿Cuánto tiempo tendría que trabajar el equipo para completar todas las OS pendientes que ya están programadas? El cálculo del backlog sirve precisamente para responder a esa pregunta.
Este indicador tiene en cuenta las actividades de mantenimiento (correctivo, preventivo y predictivo), las inspecciones, las mejoras, las lubricaciones, las instalaciones, etc. En resumen, el backlog corresponde a la suma de las horas de trabajo de los servicios planificados, programados, ejecutados y pendientes. Véase a continuación:
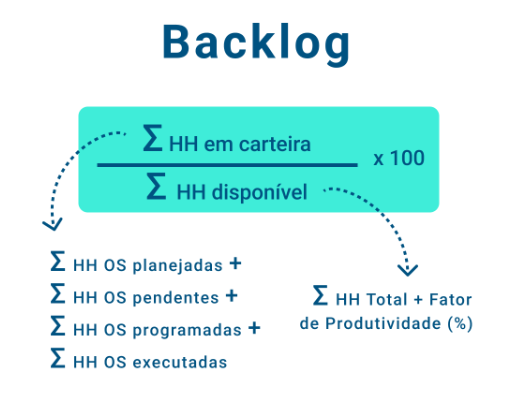
En otras palabras, el backlog nos muestra la relación entre la demanda de servicios y la capacidad para atenderlos. Al tratarse de un indicador temporal, su cálculo debe realizarse en minutos, horas, semanas, meses, etc. Lo ideal es que el backlog sea bajo, ya que esto indica que las órdenes de servicio se están cumpliendo sin sobrecargar al equipo.
La abreviatura HH corresponde a «hombre/hora», unidad que mide la cantidad de trabajo realizado por una persona durante una hora. Es imprescindible analizar este valor en función del tipo de mantenimiento al que se aplica. En otras palabras, este indicador sirve para comprender cuánto tiempo se dedica a cada tarea de mantenimiento. Si la mayor parte del capital se destina a acciones correctivas, por ejemplo, es señal de que algo va mal.
Aunque existen variaciones según el tipo de instalación o equipo, lo ideal es que las prácticas correctivas no planificadas ocupen menos del 20 % del tiempo dedicado al mantenimiento, por lo que corresponde al responsable de mantenimiento estar atento a estos valores. Las demás prácticas no tienen un límite similar; en Brasil, el mantenimiento preventivo suele oscilar entre el 30 % y el 40 %. En los estándares de fiabilidad global, las empresas siempre mantienen la mantenimiento predictivo con el mayor porcentaje en la distribución.
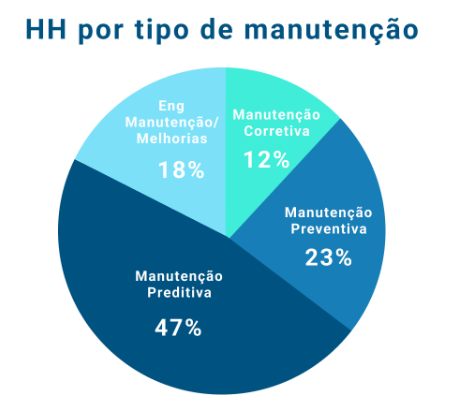
Para obtener el porcentaje de horas-hombre por tipo de mantenimiento, es necesario calcular el total de horas-hombre dedicadas al mantenimiento en su conjunto y desglosarlo (a través de las órdenes de trabajo) por actividades.
Wrench Time , en traducción libre, significa «tiempo de llave». Es decir, es el tiempo que el empleado pasa con la llave (herramienta) en la mano durante su actividad de mantenimiento. En otras palabras, es el factor de productividad de la mano de obra.
Este índice equivale al porcentaje de tiempo que un empleado dedica a realizar alguna actividad para la que fue contratado, por ejemplo:
sin contar el tiempo «perdido» en actividades que no generan valor ni resultados, como:
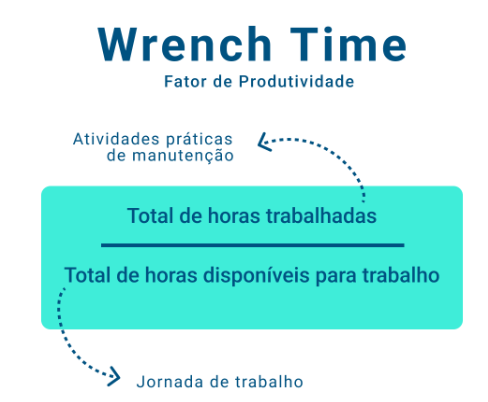
El factor de productividad es un indicador fundamental para la planificación del mantenimiento, ya que permite medir su eficacia. Un mantenimiento sin planificación o mal planificado puede generar alrededor de un 65 % de pérdida de tiempo. En este contexto, un equipo de mecánicos cuya jornada laboral es de 8 horas y 48 minutos al día solo produce, en realidad, durante unas 3 horas.
La Industria 4.0 ha permitido avances significativos en la recopilación y el análisis de datos, de modo que las acciones de gestión se basan cada vez más en esta información. Estos datos se obtienen mediante tecnologías inteligentes, que supervisan constantemente el estado de toda la cadena de producción de la industria. Esto hace que la información sea más fiable y ofrece valiosos conocimientos sobre la fiabilidad y la disponibilidad de los activos en tiempo real, además de ayudar a mejorar los propios valores de los índices. Recuerde: para analizar si los indicadores están mejorando o no, es necesario disponer de un historial de funcionamiento de los equipos.
Es imprescindible que el responsable de mantenimiento anime a sus equipos a utilizar técnicas de mantenimiento predictivo y sensible para evaluar el estado de las máquinas, con el fin de diagnosticar fallos en una fase inicial. Esto permite una intervención temprana, lo que reduce los costes y evita que el equipo llegue a una situación crítica de avería. En términos prácticos, las mejoras que aporta el mantenimiento predictivo 4.0 en cada indicador son:
MTTR: más que mantener un MTTR bajo, la supervisión constante de sensores como el Tebe NXG permite evitar averías, de modo que no sea necesario tomar medidas correctivas;
MTBF (tiempo medio entre fallos): dado que se evitan las averías y las paradas, aumenta el tiempo de funcionamiento de la máquina, lo que eleva el MTBF;
Fiabilidad: en consecuencia, el equipo resulta más fiable, ya que cuanto mayor es el MTBF, mayor es la fiabilidad de la máquina;
OEE (Eficiencia global de los equipos): a medida que la máquina funciona durante más tiempo, produce más y con mejor rendimiento, su disponibilidad, rendimiento y calidad aumentan;
CMF (coste de mantenimiento sobre facturación): al reducirse las averías, también se reducen las medidas correctivas, lo que se traduce en menores costes de mantenimiento. Además, la alta productividad contribuye a una mayor facturación, por lo que el CMF presenta un porcentaje mayor;
ERV (valor estimado de sustitución): una vez que se ha aumentado el rendimiento de la máquina y se ha prolongado su vida útil, el ERV suele indicar que el mantenimiento del equipo resulta más ventajoso que su sustitución, lo que ahorra costes adicionales derivados de la compra de un equipo nuevo;
CPMV (coste de mantenimiento sobre el valor de reposición): al reducir los costes de mantenimiento correctivo y de adquisición de nuevos equipos, el mantenimiento predictivo 4.0 reduce considerablemente el porcentaje del CPMV;
Cartera de pedidos: el aumento del factor de productividad contribuye directamente a una mejor ejecución de las órdenes de trabajo, reduciendo así el valor del backlog;
HH por tipo de mantenimiento: cuantas más averías se diagnostiquen en una fase inicial, menos medidas correctivas serán necesarias, lo que contribuye a una buena inversión del presupuesto en mantenimiento;
Wrench Time (factor de productividad): la supervisión en tiempo real y con acceso en línea, en plataformas como IoTebe , agiliza el proceso de mantenimiento en varios niveles, reduciendo el tiempo de inactividad y aumentando la productividad de la mano de obra.

